Охолодження технологічного обладнання (гартувальної ванни) (Україна, Донецька обл., м.Дружківка; 2018р.)
Вихідні дані для проектування
| Холодопродуктивність | 3 х 91 кВт |
| Споживана потужність установки | 3 х 35,7 кВт |
| Охолоджувана рідина | вода |
| Початкова температура рідини | +17°С |
| Кінцева температура рідини | +12°C |
| Температура навколишнього середовища | +35°C |
Проєкт було реалізовано для охолодження гартувальної ванни, яка використовується в технологічному процесі термічної обробки металевих виробів. Основне завдання полягало в тому, щоб забезпечити стабільне охолодження ванни водою через проміжний теплообмінник «вода/вода» і тим самим підвищити якість продукції, що випускається.
У процесі гартування вироби після формування повинні швидко охолоджуватися до необхідних параметрів. Від швидкості та стабільності охолодження залежить структура металу, міцність готових виробів, повторюваність результату та кількість браку. Особливо актуальним це завдання стає в літній період, коли температура навколишнього середовища підвищується, а ефективність природного охолодження знижується. Без додаткової холодильної системи лінія може працювати нестабільно, а якість продукції – погіршуватися.
Для вирішення завдання була розроблена система охолодження гартувальної ванни на базі 3 чилерів моноблочного виконання та гідравлічного модуля. Таке рішення дозволяє забезпечити необхідну холодопродуктивність, стабільну подачу охолодженої води та резервування обладнання для надійної роботи лінії.
Поставлене обладнання
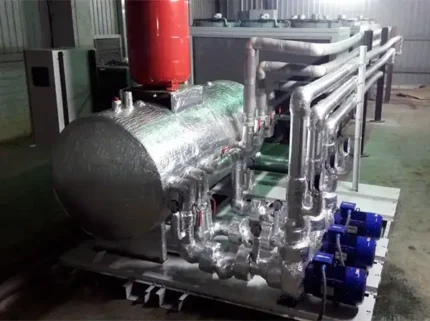
На об’єкт було поставлено систему охолодження гартувальної ванни на базі трьох незалежних чиллерів моноблочного виконання та гідромодуля. Кожен чиллер працює як окремий холодильний агрегат, що підвищує стабільність усієї системи та дозволяє гнучко регулювати продуктивність залежно від поточного теплового навантаження.
Моноблочне виконання чиллерів спрощує монтаж, скорочує кількість окремих вузлів на об’єкті та прискорює введення системи в експлуатацію. Обладнання було підключено до гідравлічного модуля, який відповідає за накопичення охолодженої води, циркуляцію теплоносія та подачу води на лінію термообробки.
База комплектуючих
Чилер:
- компресор “Bitzer” (Німеччина) спіральний;
- конденсатор “Leel” (Чехія);
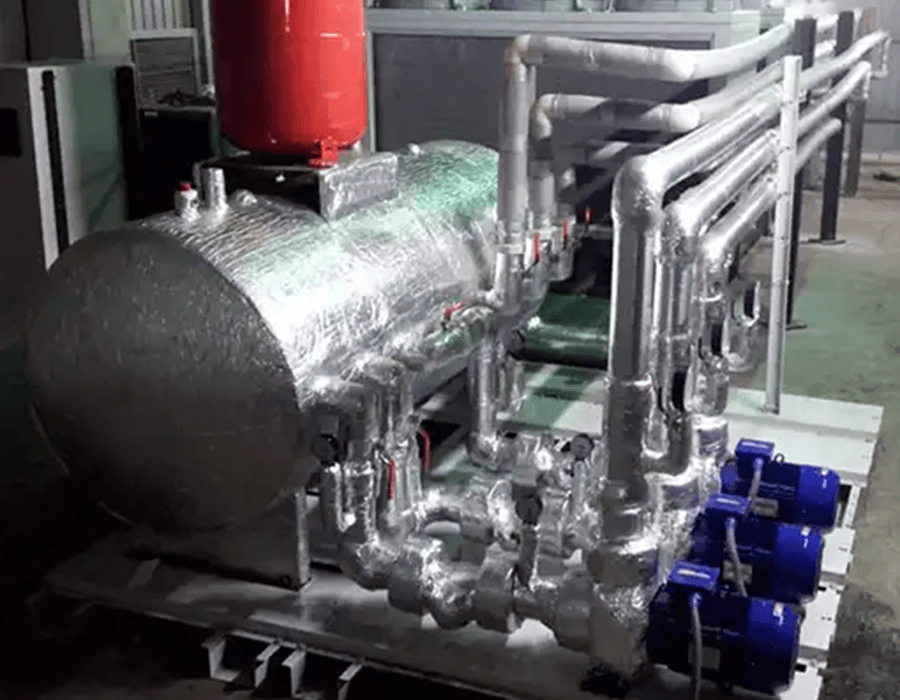
Гідравлічний модуль:
- контури “чилер – ємність”, “ємність – споживач” на базі насоса “Speroni” (Італія);
- накопичувальна ємність 1000л.
Особливості технічного рішення
Система побудована за схемою з проміжним теплообмінником «вода/вода». Це дозволяє розділити контур холодильного обладнання та контур технологічної ванни, підвищити безпеку експлуатації та спростити обслуговування системи.
Гідромодуль оснащений накопичувальною ємністю об’ємом 1000 л. З цієї ємності охолоджена вода подається на лінію термообробки. Наявність акумулюючого бака допомагає згладжувати коливання теплового навантаження, стабілізувати температуру води та забезпечити більш рівномірну роботу чиллерів.
Кількість води, що подається, регулюється за допомогою частотного перетворювача. Він змінює витрату рідини залежно від показань температурного датчика, встановленого на лінії термообробки. Завдяки цьому система автоматично адаптується до реальних умов роботи: при збільшенні температури підвищується витрата охолодженої води, а при зниженні навантаження обладнання працює економічніше.
Важливою перевагою проекту стало використання трьох незалежних чилерів. Така схема забезпечує резервування та підвищує надійність лінії. У разі виходу з ладу одного агрегату система може продовжувати роботу, що особливо важливо для виробничого процесу, де зупинка охолодження може призвести до браку або простою обладнання.
Виконані роботи та результати проекту
На першому етапі фахівці проаналізували технологічний процес гартування металовиробів, вимоги до охолодження ванни, режим роботи лінії та вплив сезонних температур на якість продукції. Після цього було розроблено схему охолодження з використанням трьох моноблочних чилерів, гідромодуля та проміжного теплообмінника.
Далі було виконано поставку обладнання, монтаж чилерів, підключення гідравлічного модуля, організацію контурів циркуляції та налаштування управління витратою води. Після завершення монтажних робіт фахівці провели пуско-налагоджувальні роботи, перевірили роботу насосного обладнання, автоматики, температурних датчиків та стабільність системи під навантаженням.
В результаті підприємство отримало надійну систему охолодження загартовувальної ванни для лінії термообробки металовиробів. Встановлене обладнання дозволяє прискорити охолодження виробів після формування, стабілізувати температурний режим та поліпшити якість готової продукції.
Завдяки впровадженню холодильного обладнання лінія отримала можливість зменшити кількість браку, особливо в літній період, коли теплове навантаження зростає. Система з трьома незалежними чиллерами забезпечує надійність, резервування та стабільну роботу виробничого процесу навіть при зміні умов експлуатації.