
В промышленности, машиностроении и даже в реставрационном деле защита металлических изделий от физического износа и химической коррозии играет фундаментальную роль. С инженерной и технической точки зрения хромирование это процесс электролитического осаждения тонкого слоя хрома на поверхность другой детали. Эта процедура позволяет не только придать изделию эстетичный зеркальный блеск, но и многократно увеличить его поверхностную твердость, жаропрочность и устойчивость к агрессивным внешним средам.
С точки зрения физики и химии, хромирование это создание новой металлической «брони» на молекулярном уровне. В зависимости от назначения детали, этот процесс может радикально менять физико-механические свойства основы.
По своему защитному принципу данную технологию интересно сравнить с другими методами обработки поверхностей. Например, если вас интересует защита легких сплавов, полезно изучить анодирование алюминия, где защитная оксидная пленка формируется из самого базового металла. В случае же с хромом, мы наращиваем совершенно новый, самостоятельный кристаллический слой поверх стальной, медной или латунной основы.
Содержание
Основные виды хромированных покрытий
В зависимости от того, для каких конкретных целей выполняется обработка, хромирование металла традиционно делится на два основных направления. Глобальная разница между ними заключается в толщине наносимого слоя, режимах проведения электролиза, составе ванны и конечном результате.
Декоративное покрытие
Применяется в первую очередь для улучшения внешнего вида изделий и защиты их от атмосферной коррозии. Толщина финишного слоя здесь минимальна (обычно от 0,2 до 1,5 микрометра). Особенность декоративной технологии в том, что хром практически никогда не наносят прямо на сталь. Сначала создается подслой из меди (для выравнивания поверхности) и никеля (для основной защиты от коррозии). И только сверху ложится тончайшая пленка хрома, которая обеспечивает глубокий зеркальный блеск, знакомый нам по автомобильным бамперам ретро-машин, сантехнике или мебельной фурнитуре. Никель защищает, а хром не дает никелю тускнеть и царапаться.
Твердое (промышленное) покрытие
Твердое хромирование деталей направлено исключительно на улучшение эксплуатационных и трибологических (связанных с трением) характеристик. Толщина такого защитного панциря может достигать сотен микрометров (от 20 до 500 мкм и более). Оно наносится непосредственно на основной металл, чаще всего на углеродистую или легированную сталь, без промежуточных медных или никелевых слоев. Твердый промышленный хром обладает особой микропористой или микротрещиноватой структурой. Эта сетка микротрещин (невидимая глазу) является отличным резервуаром для удержания смазки, что радикально снижает коэффициент трения в подвижных узлах.

Роль температурного режима: почему для электролиза нужен чиллер
Как специалисты компании Термоком ВК, мы регулярно сталкиваемся с ситуацией, когда при проектировании гальванических линий недооценивается важность строгой терморегуляции. Дело в том, что технология хромирования металла - это химический процесс, проходящий с выделением колоссального количества тепловой энергии. Согласно закону Джоуля-Ленца, ток огромной силы, проходя через электрическое сопротивление раствора, неизбежно и очень быстро нагревает его.
Для твердого хромирования обычно используется крайне агрессивный электролит - хромовая кислота. Приведем конкретные цифры из инженерной практики:
В ванне находится раствор (CrO₃) с концентрацией 250–400 г/л. Для того чтобы покрытие получалось твердым, блестящим и имело правильную кристаллическую решетку, рабочая температура среды в ванне должна строго поддерживаться в диапазоне 45–60 °C. При этом на ванну подается ток колоссальной силы, а типовая мощность выпрямителя составляет от 20 до 1000 кВт (в зависимости от габаритов резервуара и площади покрываемых деталей). Вся эта мощность переходит в тепловую энергию электролита.
Если раствор перегреется хотя бы на несколько градусов сверх нормы, хром начнет осаждаться рыхло, покрытие потеряет твердость, приобретет матовый серый цвет или вообще начнет отслаиваться от основы (снизится адгезия). Чтобы непрерывно снимать эти теплоизбытки, в контур в обязательном порядке внедряется промышленное холодильное оборудование. Чиллер охлаждает промежуточный хладоноситель (воду или раствор гликоля) до расчетной температуры 15...30 °C. Этот холодный теплоноситель циркулирует через титановые или фторопластовые змеевики внутри ванны (либо через внешние рубашки теплообменника), забирая лишнее тепло и стабилизируя процесс. Без грамотно рассчитанного охладителя серийное и качественное производство деталей попросту невозможно.
Технология нанесения хрома: пошаговый алгоритм
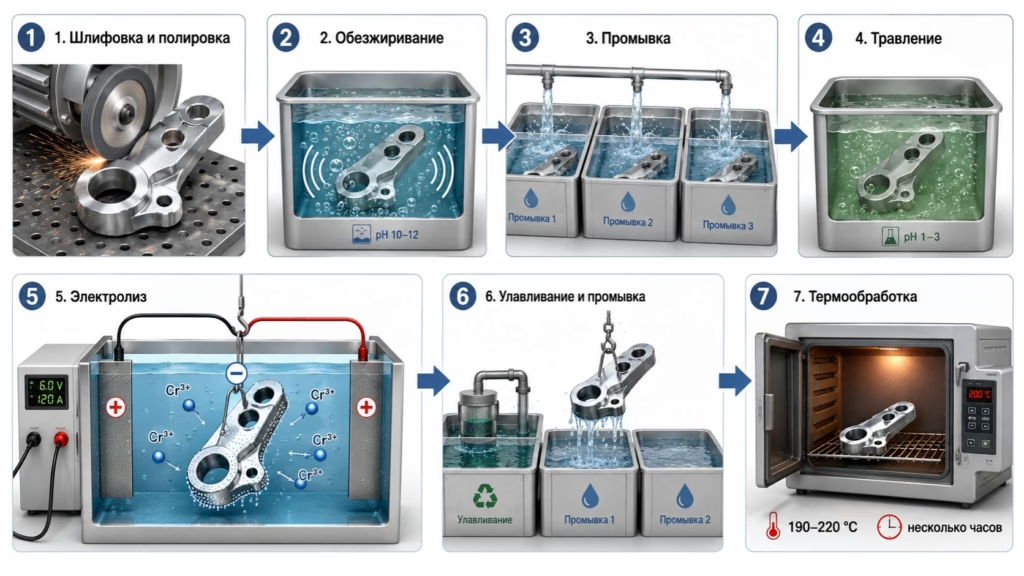
Качественная технология нанесения хрома требует от персонала строжайшего соблюдения технологического регламента и чистоты. Даже микроскопическое жировое пятно на заготовке приведет к браку - отслоению металла. В классическом промышленном виде процесс можно разделить на следующие обязательные этапы:
- Механическая подготовка основы. Поверхность детали шлифуется и полируется до нужного класса шероховатости. Любая царапина на заготовке после покрытия гальваническим методом станет только заметнее.
- Обезжиривание. Осуществляется в горячих щелочных растворах с применением ультразвуковых колебаний или электрохимического воздействия для полного удаления остатков консервационной смазки, СОЖ и полировальных паст.
- Каскадная промывка. Многоступенчатая промывка деталей в проточной и деминерализованной воде.
- Декапирование (травление). Легкое растворение верхнего микрослоя металла (обычно анодное). Это необходимо для снятия невидимых оксидных пленок и вскрытия кристаллической решетки стали, что гарантирует идеальную адгезию слоя.
- Процесс электролиза. Заготовка надежно закрепляется на токопроводящей подвеске и опускается в ванну, где выступает в роли катода (минуса). Свинцовые пластины (сплав с сурьмой или оловом) выступают в качестве анода. При подаче тока ионы шестивалентного хрома из раствора устремляются к детали и кристаллизуются на ее поверхности.
- Улавливание и финишная промывка. Извлеченная деталь промывается в ванне улавливания, чтобы вернуть дорогостоящий электролит обратно в рабочий цикл, а затем проходит финальную очистку.
- Обезводороживание (термообработка). Процесс электролиза сопровождается обильным выделением водорода, который проникает в структуру высокопрочных сталей, вызывая водородную хрупкость. Чтобы избавить деталь от внутренних напряжений, ее помещают в сушильные печи и выдерживают при температуре 190–220 °C в течение нескольких часов.
Оборудование и материалы для процесса
Для лучшего понимания того, в каких условиях протекает процесс, инженеры используют технологические карты. Ниже представлена базовая таблица, демонстрирующая ключевые параметры для самого энергоемкого процесса.
| Технологический параметр | Значение и техническое описание |
| Среда (электролит) | Хромовая кислота + серная кислота (в качестве катализатора) |
| Концентрация среды | CrO₃ 250–400 г/л (в зависимости от типа ванны) |
| Оптимальная температура среды | 45–60 °C (строго контролируется автоматикой) |
| Температура хладоносителя | 15...30 °C (подается от чиллера) |
| Типовая мощность выпрямителя | 20–1000 кВт (рассчитывается от площади деталей) |
| Плотность постоянного тока | 30–60 А/дм² (в десятки раз выше, чем при цинковании) |
| Материал анодов | Свинец, легированный сурьмой (до 7%) или оловом |
Сферы, где хромирование деталей незаменимо
Уникальные физические свойства этого металла (высокая твердость, химическая инертность, низкий коэффициент трения, жаропрочность) сделали его незаменимым в десятках отраслей тяжелой и легкой промышленности. Профессиональная обработка и хромирования деталей востребованы там, где требуется бескомпромиссная надежность.
- Гидравлика и пневматика. Покрытие штоков гидроцилиндров экскаваторов, кранов, прессов. Слой предотвращает коррозию на открытом воздухе и минимизирует износ полиуретановых манжет за счет идеальной гладкости.
- Автомобилестроение. Восстановление геометрии изношенных коленчатых и распределительных валов, защита поршневых колец, стержней клапанов ДВС.
- Экструзия и литье. Пресс-формы для литья пластмасс под давлением, фильеры для экструдеров. К хромированной поверхности не прилипает горячий расплавленный пластик, а матрица служит в десятки раз дольше.
- Авиакосмическая промышленность. Обработка стоек шасси, элементов гидросистем и роторов турбин, которые работают при колоссальных нагрузках и перепадах температур.
- Полиграфия и целлюлозно-бумажная отрасль. Печатные валы, каландры и сушильные цилиндры покрываются толстым слоем твердого хрома для предотвращения износа от контакта с бумажным полотном и агрессивными красками.
Важно понимать, что рассматриваемая нами технология имеет одну сложную особенность: низкую рассеивающую способность электролита. Это означает, что на выступающих краях и острых углах заготовки покрытие будет нарастать в разы быстрее (образуя так называемые дендриты), а в глубоких впадинах и внутренних полостях ток может не проходить вовсе. Для решения этой инженерной задачи технологи конструируют специальные фигурные аноды, повторяющие геометрию изделия, и применяют защитные токонепроводящие экраны.
Резюмируя все вышесказанное, можно с уверенностью утверждать, что осаждение хрома из растворов кислот - это высокотехнологичный, энергозатратный, но абсолютно необходимый для современного машиностроения процесс. Он дарит металлическим узлам вторую жизнь, надежно защищает от безжалостной коррозии и многократно повышает порог механического износа.
Однако, ни одна линия гальваники не простит халатности. Идеальный и прогнозируемый результат рождается только на стыке точной химии, идеальной подготовки поверхности, стабильной подачи постоянного тока и безупречного поддержания теплового баланса. Грамотный инженерный подход к проектированию, от выбора выпрямителя до установки эффективной системы охлаждения ванн, гарантирует, что готовое изделие с легкостью пройдет все испытания и прослужит долгие годы в самых тяжелых условиях эксплуатации.





