Нержавеющая сталь – один из самых востребованных материалов в современной промышленности благодаря своей коррозионной стойкости, прочности и эстетичному внешнему виду. Однако после механической обработки, сварки или лазерной резки поверхность металла часто остается шероховатой, покрывается микротрещинами, заусенцами и цветами побежалости. Чтобы превратить такую деталь в изделие с безупречной зеркальной гладкостью и максимальной защитой от агрессивных сред, применяется специализированная обработка. Сегодня электрополировка нержавейки считается золотым стандартом финишной доводки металлических поверхностей.
В этой статье мы, опираясь на инженерный опыт, подробно разберем, как работает этот метод, какое оснащение требуется для его реализации и почему точный температурный контроль определяет качество конечного продукта.
Содержание
Что такое электрохимическая полировка нержавейки и как она работает?
По своей сути, этот процесс можно назвать процессом гальваники "наоборот". Если при классическом гальваническом покрытии металл осаждается на деталь из раствора, то электрохимическое полирование нержавеющей стали подразумевает контролируемое снятие тончайшего верхнего слоя металла. Деталь погружается в ванну со специально подобранным электролитом и подключается к положительному полюсу источника постоянного тока, становясь анодом. Катодами выступают пластины из меди, свинца или титана, расположенные по периметру ванны.
Физико-химические основы процесса
Когда ток проходит через цепь, начинается анодное растворение металла. Секрет идеальной гладкости кроется в том, что растворение происходит неравномерно. На микроскопических выступах и шероховатостях поверхности плотность тока значительно выше, чем во впадинах. Из-за этого микропики растворяются в первую очередь, а поверхность стремительно выравнивается на микроуровне. Дополнительным бонусом является то, что в процессе обработки с поверхности удаляются вкрапления железа и неметаллические включения, а на их месте образуется плотная, обогащенная хромом оксидная пленка. Эта пассивация многократно повышает антикоррозийные свойства изделия.
Какое оборудование для электрохимической полировки нержавейки необходимо на производстве?
Организация участка требует тщательного инженерного расчета. Стандартный комплекс включает в себя химически стойкие полипропиленовые или футерованные ванны, мощные выпрямители постоянного тока, медные токоведущие штанги, системы бортовых отсосов для удаления паров кислот, а также механизмы перемешивания раствора.
Ванны, выпрямители и критическая роль систем охлаждения
Полировка требует колоссальных энергетических затрат. Типовая мощность выпрямителей на производственных линиях варьируется от 20 до 500 кВт. Согласно закону Джоуля-Ленца, прохождение таких огромных токов через электролит (а это смесь серной и фосфорной кислот) вызывает моментальное и очень интенсивное выделение тепла. И здесь кроется главный технологический нюанс.
Рабочая температура среды для полирования нержавеющих сплавов должна строго поддерживаться в диапазоне от 40 до 70 °C (в некоторых случаях до 80 °C). Если температура превысит этот порог, электролит начнет вскипать, кислота будет разрушаться, а на поверхности металла вместо зеркального блеска появятся матовые пятна, раковины и следы стравливания.
Мы регулярно сталкиваемся с тем, что качественная электрополировка нержавеющей стали физически невозможна без интеграции в линию мощного промышленного холодильного оборудования. Чиллер подает холодоноситель с расчетной температурой от 10 до 25 °C в змеевики или теплообменники, установленные в гальванической ванне. Это позволяет непрерывно отводить излишки тепла, выделяемые при прохождении тока в сотни и тысячи ампер, стабилизируя процесс. Без надежного промышленного охлаждения линия просто остановится из-за перегрева ванны уже через несколько циклов обработки.
Главные преимущества метода перед традиционной механической обработкой
Механическое шлифование с использованием паст, абразивных кругов и щеток имеет ряд неустранимых недостатков. Абразивы могут впрессовываться в поры металла, создавая очаги будущей коррозии, а сам процесс часто недоступен для деталей со сложной геометрией. В свою очередь, электрохимическая полировка нержавейки обеспечивает следующие преимущества:
- Абсолютная чистота поверхности: метод не оставляет царапин, микротрещин и не нарушает кристаллическую решетку металла, снимая все напряжения поверхностного слоя.
- Обработка сложных форм: жидкий электролит проникает в любые труднодоступные места, внутренние полости труб, резьбу и узкие зазоры, полируя деталь равномерно по всей площади.
- Повышение коррозионной стойкости: за счет удаления свободного железа и формирования плотного оксидного слоя деталь становится практически неуязвимой для агрессивных сред.
- Бактериологическая безопасность: сглаживание микрорельефа лишает бактерии возможности закрепляться на поверхности, что критично для пищевой и медицинской сфер.
- Снижение трения: обработанные детали механизмов демонстрируют значительно меньший коэффициент износа.

Технологические параметры процесса
Для наглядности нашими инженерами была составлена таблица, отражающая ключевые физико-химические параметры, при которых протекает правильная электрополировка стали.
| Название процесса | Среда (электролит) | Концентрация среды | Температура среды, °C | Температура холодоносителя, °C | Мощность выпрямителя |
| Обработка нержавеющих сталей | Фосфорная + серная кислота | H3PO4: 500–800 г/л H2SO4: 100–300 г/л | 40–70 | 10...25 | 20–500 кВт |
| Спецпроцессы и полирование | Серно-фосфорные смеси | Подбирается индивидуально | 40–80 | 10...25 | Зависит от площади деталей |
Как видно из таблицы, баланс между высокими токами и необходимостью удерживать температуры электролита требует точного теплотехнического расчета для подбора систем охлаждения.
Как происходит электрополировка стали на практике
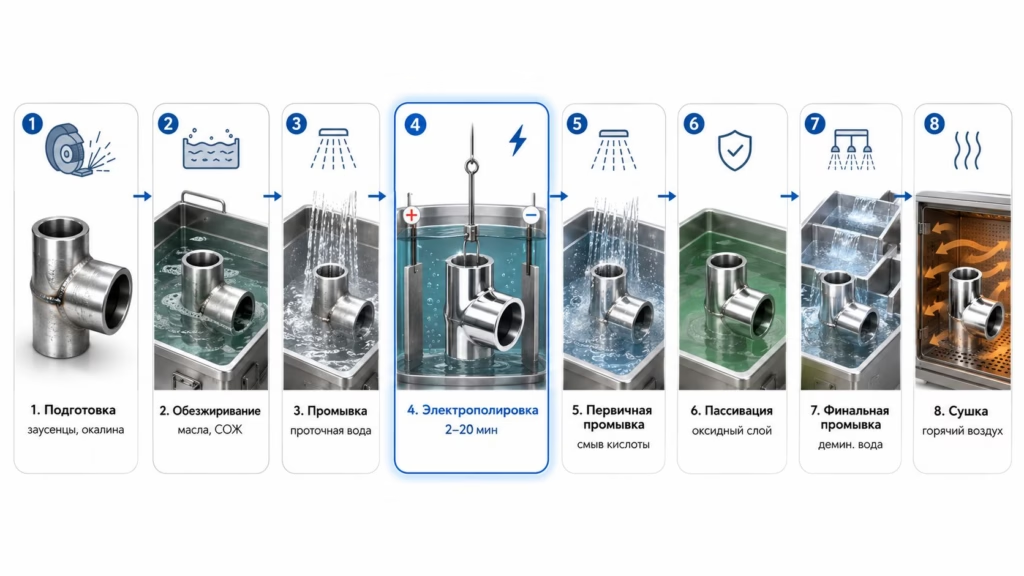
Просто опустить деталь в кислоту и подать ток недостаточно. Для получения стабильного и качественного результата на производстве реализуется строгий многоступенчатый алгоритм. Весь процесс можно разделить на следующие обязательные этапы:
- Механическая подготовка (опционально): удаление крупных заусенцев, окалины или толстых сварных швов для экономии времени гальванической обработки.
- Химическое обезжиривание: удаление масел, СОЖ (смазочно-охлаждающих жидкостей) и органических загрязнений в щелочных растворах, чтобы обеспечить равномерный доступ кислот к металлу.
- Промывка в проточной воде: удаление остатков щелочи перед погружением в кислую среду.
- Основной этап полировки: деталь закрепляется на токоведущей подвеске и погружается в ванну с серно-фосфорным электролитом. Подается ток заданных параметров. Процесс длится от 2 до 20 минут в зависимости от начального состояния поверхности и требуемого класса шероховатости.
- Первичная промывка: деталь извлекается из ванны и промывается в ванне-уловителе для смывания густого слоя кислоты.
- Осветление или пассивация: кратковременное погружение в раствор азотной кислоты для окончательного снятия шлама и формирования защитного оксидного слоя.
- Финальная каскадная промывка: тщательное удаление всех следов химикатов в деминерализованной воде.
- Сушка: обдув горячим воздухом для предотвращения появления пятен от высохшей воды.
Области применения
Где же электрополировка нержавейки востребована больше всего? В первую очередь, это отрасли с высочайшими требованиями к гигиене и чистоте.
В фармацевтической промышленности оборудование (реакторы, трубопроводы, центрифуги) должно исключать любое скопление микроорганизмов. Идеально гладкая поверхность не позволяет бактериям образовывать биопленки и легко поддается стерилизации.
В пищевой промышленности емкости для молока, пива и соков обрабатывают данным методом для предотвращения налипания продуктов на стенки и обеспечения идеальной мойки CIP-системами.
В сфере полупроводников и вакуумной техники шероховатая поверхность недопустима из-за так называемого "газоотделения" (outgassing) - микропоры способны удерживать молекулы газов, которые нарушают глубокий вакуум. Полирование полностью устраняет этот эффект.
Кроме того, метод широко применяется в архитектуре (полировка перил, фурнитуры, яхтенного оборудования) для придания изделиям премиального зеркального блеска, который не тускнеет годами под воздействием морской соли и ультрафиолета.
Заключение
Современная обработка металлов - это симбиоз химии, физики и точного машиностроения. Как мы выяснили, чтобы получить идеальное зеркальное покрытие, требуется не только правильно подобрать кислоты, но и использовать профессиональное оборудование для электрохимической полировки нержавейки. Грамотный расчет токовых нагрузок, понимание электрохимических процессов и обязательное использование надежных систем охлаждения электролита гарантируют стабильное качество выпускаемой продукции. Внедрение такой технологии позволяет предприятиям выпускать изделия мирового уровня, отвечающие самым строгим стандартам качества и долговечности.





