Нержавіюча сталь – один із найбільш затребуваних матеріалів у сучасній промисловості завдяки своїй корозійній стійкості, міцності та естетичному зовнішньому вигляду. Однак після механічної обробки, зварювання або лазерного різання поверхня металу часто залишається шорсткою, покривається мікротріщинами, задирками та кольорами мінливості. Щоб перетворити таку деталь на виріб із бездоганною дзеркальною гладкістю та максимальним захистом від агресивних середовищ, застосовується спеціалізована обробка. Сьогодні електрополірування нержавійки вважається золотим стандартом фінішного доведення металевих поверхонь.
У цій статті ми, спираючись на інженерний досвід, детально розберемо, як працює цей метод, яке оснащення потрібне для його реалізації і чому точний температурний контроль визначає якість кінцевого продукту.
Содержание
Що таке електрохімічне полірування нержавійки і як воно працює?
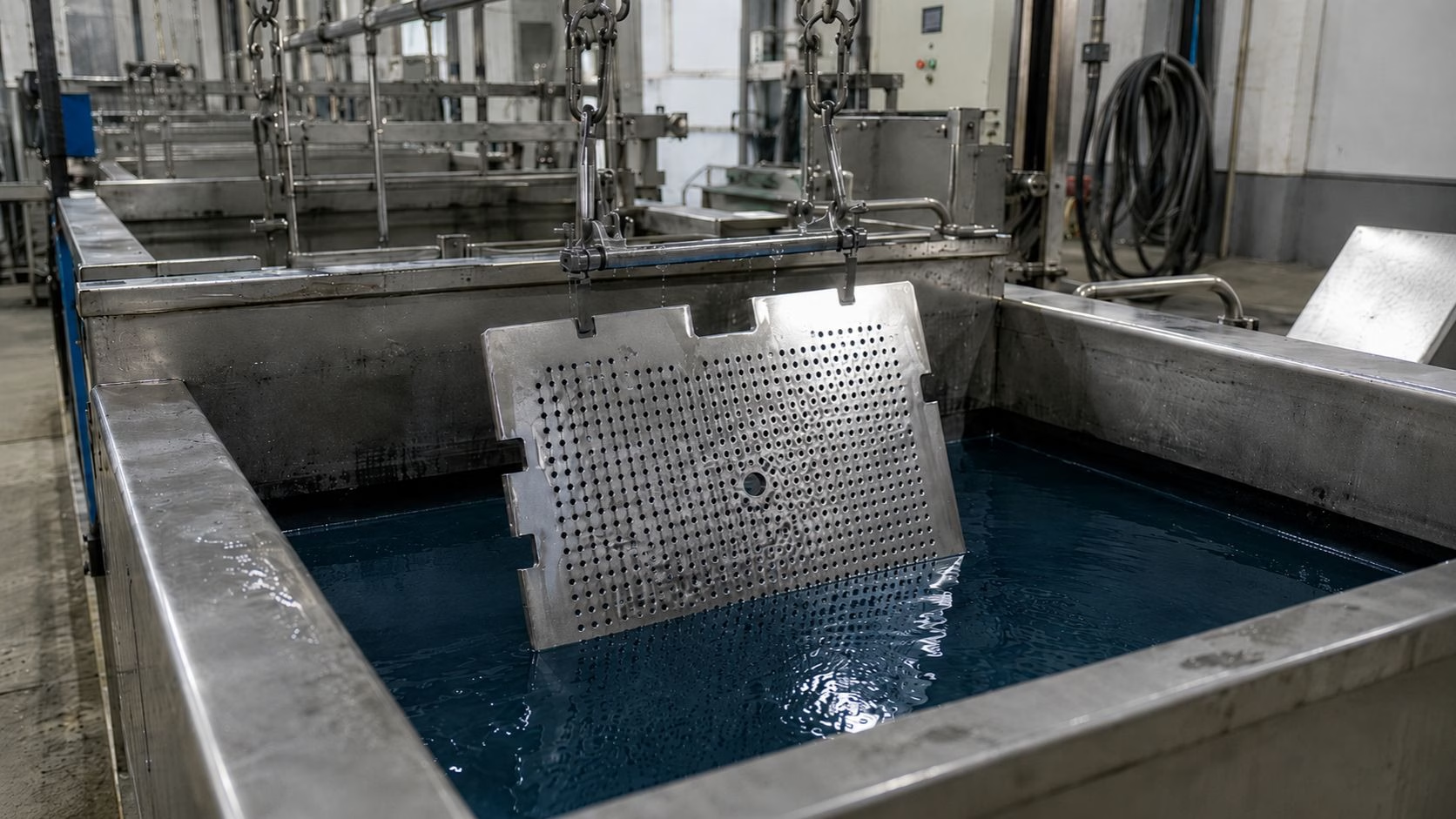
За своєю суттю, цей процес можна назвати процесом гальваніки "навпаки". Якщо при класичному гальванічному покритті метал осаджується на деталь із розчину, то електрохімічне полірування нержавіючої сталі має на увазі контрольоване зняття найтоншого верхнього шару металу. Деталь занурюється у ванну зі спеціально підібраним електролітом і підключається до позитивного полюса джерела постійного струму, стаючи анодом. Катодами виступають пластини з міді, свинцю або титану, розташовані по периметру ванни.
Фізико-хімічні основи процесу
Коли струм проходить через ланцюг, починається анодне розчинення металу. Секрет ідеальної гладкості криється в тому, що розчинення відбувається нерівномірно. На мікроскопічних виступах і шорсткостях поверхні щільність струму значно вища, ніж у западинах. Через це мікропіки розчиняються в першу чергу, а поверхня стрімко вирівнюється на мікрорівні. Додатковим бонусом є те, що в процесі обробки з поверхні видаляються вкраплення заліза та неметалеві включення, а на їхньому місці утворюється щільна, збагачена хромом оксидна плівка. Ця пасивація багаторазово підвищує антикорозійні властивості виробу.
Яке обладнання для електрохімічного полірування нержавійки необхідне на виробництві?
Організація ділянки вимагає ретельного інженерного розрахунку. Стандартний комплекс включає в себе хімічно стійкі поліпропіленові або футеровані ванни, потужні випрямлячі постійного струму, мідні струмопровідні штанги, системи бортових відсмоктувачів для видалення парів кислот, а також механізми перемішування розчину.
Ванни, випрямлячі та критична роль систем охолодження
Полірування вимагає колосальних енергетичних витрат. Типова потужність випрямлячів на виробничих лініях варіюється від 20 до 500 кВт. Відповідно до закону Джоуля-Ленца, проходження таких величезних струмів через електроліт (а це суміш сірчаної та фосфорної кислот) викликає миттєве і дуже інтенсивне виділення тепла. І тут криється головний технологічний нюанс.
Робоча температура середовища для полірування нержавіючих сплавів повинна суворо підтримуватися в діапазоні від 40 до 70 °C (у деяких випадках до 80 °C). Якщо температура перевищить цей поріг, електроліт почне закипати, кислота буде руйнуватися, а на поверхні металу замість дзеркального блиску з'являться матові плями, раковини та сліди стравлювання.
Ми регулярно стикаємося з тим, що якісне електрополірування нержавіючої сталі фізично неможливе без інтеграції в лінію потужного промислового холодильного обладнання. Чіллер подає холодоносій з розрахунковою температурою від 10 до 25 °C у змійовики або теплообмінники, встановлені в гальванічній ванні. Це дозволяє безперервно відводити надлишки тепла, що виділяються при проходженні струму в сотні і тисячі ампер, стабілізуючи процес. Без надійного промислового охолодження лінія просто зупиниться через перегрів ванни вже через кілька циклів обробки.
Переваги електрохімічного полірування нержавіючої сталі перед традиційною механічною обробкою
Механічне шліфування з використанням паст, абразивних кругів і щіток має ряд непереборних недоліків. Абразиви можуть впресовуватися в пори металу, створюючи осередки майбутньої корозії, а сам процес часто недоступний для деталей зі складною геометрією. У свою чергу, електрохімічне полірування нержавійки забезпечує наступні переваги:
- Абсолютна чистота поверхні: метод не залишає подряпин, мікротріщин і не порушує кристалічну решітку металу, знімаючи всі напруги поверхневого шару.
- Обробка складних форм: рідкий електроліт проникає в будь-які важкодоступні місця, внутрішні порожнини труб, різьблення і вузькі зазори, поліруючи деталь рівномірно по всій площі.
- Підвищення корозійної стійкості: за рахунок видалення вільного заліза і формування щільного оксидного шару деталь стає практично невразливою для агресивних середовищ.
- Бактеріологічна безпека: згладжування мікрорельєфу позбавляє бактерії можливості закріплюватися на поверхні, що критично для харчової та медичної сфер.
- Зниження тертя: оброблені деталі механізмів демонструють значно менший коефіцієнт зносу.

Технологічні параметри процесу
Для наочності інженерами була складена таблиця, що відображає ключові фізико-хімічні параметри, за яких протікає правильне електрополірування сталі.
| Назва процесу | Середовище (електроліт) | Концентрація середовища | Температура середовища, °C | Температура холодоносія, °C | Потужність випрямляча |
| Обробка нержавіючих сталей | Фосфорна + сірчана кислота | H3PO4: 500–800 г/л H2SO4: 100–300 г/л | 40–70 | 10...25 | 20–500 кВт |
| Спецпроцеси та полірування | Сірчано-фосфорні суміші | Підбирається індивідуально | 40–80 | 10...25 | Залежить від площі деталей |
Як видно з таблиці, баланс між високими струмами і необхідністю утримувати температури електроліту вимагає точного теплотехнічного розрахунку для підбору систем охолодження.
Як відбувається електрополірування сталі на практиці
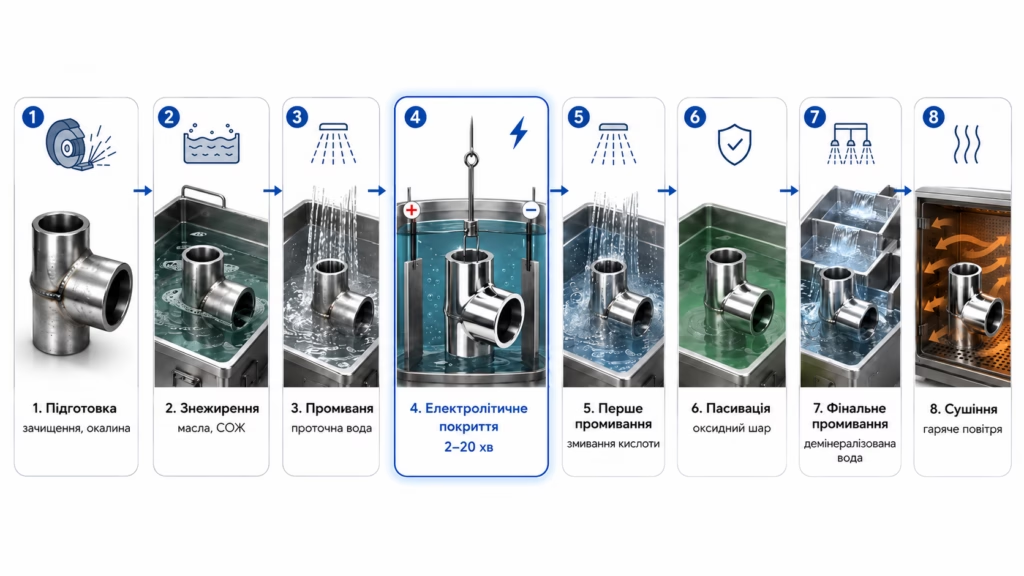
Просто опустити деталь у кислоту і подати струм недостатньо. Для отримання стабільного і якісного результату на виробництві реалізується суворий багатоступінчастий алгоритм. Весь процес можна розділити на наступні обов'язкові етапи:
- Механічна підготовка (опціонально): видалення великих задирок, окалини або товстих зварних швів для економії часу гальванічної обробки.
- Хімічне знежирення: видалення масел, МОР (мастильно-охолоджувальних рідин) і органічних забруднень у лужних розчинах, щоб забезпечити рівномірний доступ кислот до металу.
- Промивання в проточній воді: видалення залишків лугу перед зануренням у кисле середовище.
- Основний етап полірування: деталь закріплюється на струмопровідній підвісці і занурюється у ванну з сірчано-фосфорним електролітом. Подається струм заданих параметрів. Процес триває від 2 до 20 хвилин залежно від початкового стану поверхні та необхідного класу шорсткості.
- Первинне промивання: деталь витягується з ванни і промивається у ванні-вловлювачі для змивання густого шару кислоти.
- Освітлення або пасивація: короткочасне занурення в розчин азотної кислоти для остаточного зняття шламу і формування захисного оксидного шару.
- Фінальне каскадне промивання: ретельне видалення всіх слідів хімікатів у демінералізованій воді.
- Сушка: обдув гарячим повітрям для запобігання появі плям від висохлої води.
Області застосування
Де ж електрополірування нержавійки затребуване найбільше? Насамперед, це галузі з найвищими вимогами до гігієни та чистоти.
У фармацевтичній промисловості обладнання (реактори, трубопроводи, центрифуги) повинно виключати будь-яке скупчення мікроорганізмів. Ідеально гладка поверхня не дозволяє бактеріям утворювати біоплівки і легко піддається стерилізації.
У харчовій промисловості ємності для молока, пива і соків обробляють цим методом для запобігання налипання продуктів на стінки і забезпечення ідеальної мийки CIP-системами.
У сфері напівпровідників і вакуумної техніки шорстка поверхня неприпустима через так зване "газовиділення" (outgassing) — мікропори здатні утримувати молекули газів, які порушують глибокий вакуум. Полірування повністю усуває цей ефект.
Крім того, метод широко застосовується в архітектурі (полірування поручнів, фурнітури, яхтового обладнання) для додання виробам преміального дзеркального блиску, який не тьмяніє роками під впливом морської солі та ультрафіолету.
Висновок
Сучасна обробка металів - це симбіоз хімії, фізики і точного машинобудування. Як ми з'ясували, щоб отримати ідеальне дзеркальне покриття, потрібно не тільки правильно підібрати кислоти, а й використовувати професійне обладнання для електрохімічного полірування нержавійки. Грамотний розрахунок струмових навантажень, розуміння електрохімічних процесів і обов'язкове використання надійних систем охолодження електроліту гарантують стабільну якість продукції, що випускається. Впровадження такої технології дозволяє підприємствам випускати вироби світового рівня, що відповідають найсуворішим стандартам якості та довговічності.





