
Содержание
Анодування (або анодне оксидування) – це електрохімічний процес, у результаті якого на поверхні алюмінію та його сплавів утворюється кристалічне захисне покриття з оксиду алюмінію. На відміну від фарби або гальванічних покриттів, оксидний шар не просто наноситься поверх деталі – він «виростає» із самого металу, стаючи його невід’ємною частиною. Це виключає ризик відшаровування або лущення покриття в майбутньому.
Залежно від складу електроліту, температури ванни та щільності струму, можна отримати покриття з абсолютно різними фізичними та візуальними характеристиками.
У цій статті ми розглянемо основні види анодування алюмінію, що застосовуються на сьогоднішній день.
Читайте детальніше про те, що таке анодування алюмінію.
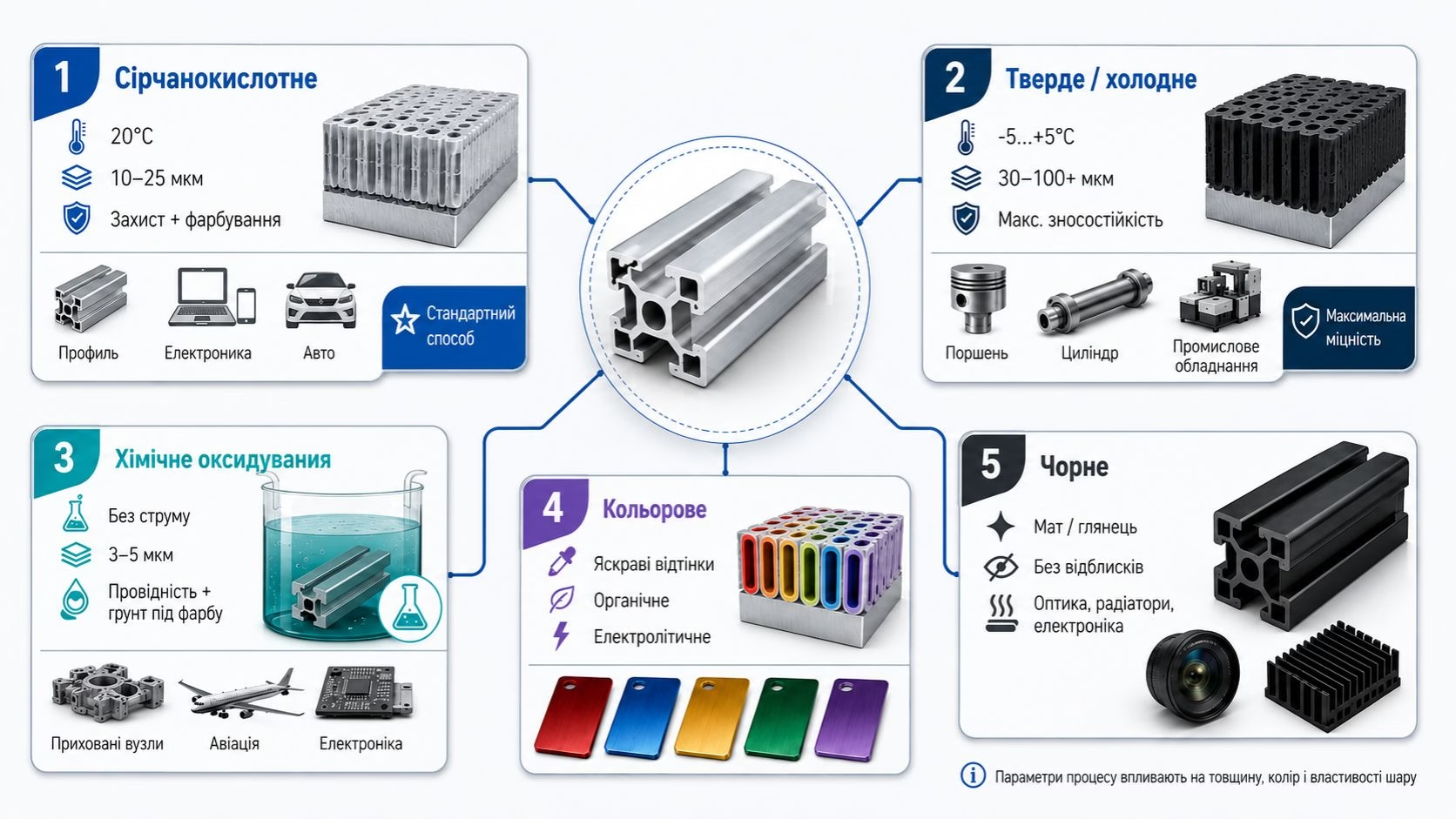
Анодування алюмінію в сірчаній кислоті
Це найпоширеніший і економічно виправданий метод, на який припадає понад 80% усіх оброблюваних у світі алюмінієвих деталей. Процес протікає в розчині сірчаної кислоти при кімнатній температурі (близько 20°C).
Класичне оксидування дозволяє отримати прозору плівку товщиною від 10 до 25 мікрон. Така плівка має відмінні захисні властивості проти атмосферної корозії та ідеально підходить для подальшого фарбування.
Метод масово застосовується при виробництві архітектурних профілів, віконних рам, корпусів побутової електроніки, меблевої фурнітури та автомобільних деталей. Поверхня деталі після такої обробки стає приємною на дотик, не залишає відбитків пальців і легко миється.
Тверде та холодне анодування
Коли від деталі вимагається екстремальна зносостійкість, здатність працювати в умовах сильного тертя або опір агресивним хімічним середовищам, застосовується тверде анодування алюмінію. Суть цього методу полягає у створенні дуже товстого (від 30 до 100 мікрон і більше) та неймовірно щільного оксидного шару. Твердість такого покриття можна порівняти з твердістю корунду або загартованої інструментальної сталі.
Щоб виростити таку товсту плівку, необхідно придушити процес її розчинення в кислоті. Саме тому дану технологію також називають холодне анодування алюмінію. Процес іде при температурах електроліту, близьких до нуля (від -5°C до +5°C), при високих щільностях струму. Тут потрібні потужні промислові охолоджувачі, оскільки при високих струмах тепловиділення зростає в рази.
Візуально деталі, що пройшли таку обробку, набувають специфічного темно-сірого, бронзового або оливково-чорного відтінку, який залежить від складу сплаву.
Тверде анодування використовується в аерокосмічній галузі, при виробництві поршнів двигунів, збройових ствольних коробок, пневматичних циліндрів, деталей промислового обладнання та висококласного посуду з антипригарними властивостями.
Хімічне анодування алюмінію
Строго кажучи, хімічне анодування алюмінію – це процес хімічного оксидування (хромування або фосфатування), який протікає без використання електричного струму. Деталь просто занурюється в підігрітий розчин спеціальних солей та кислот.
Цей метод дозволяє отримати дуже тонку (до 3-5 мікрон), але щільну плівку. Її механічна міцність значно поступається електрохімічним методам, однак хімічне оксидування має свої незаперечні плюси.
- По-перше, це дешево та швидко.
- По-друге, хімічна плівка зберігає електропровідність деталі (у той час як звичайний анодований шар – це діелектрик).
- По-третє, це ідеальний ґрунт. Фарба або полімерне порошкове покриття тримається на хімічно оксидованому алюмінії бездоганно.
Метод часто застосовують в авіабудуванні та електроніці для захисту прихованих вузлів від корозії.
Декоративні можливості технології (кольорове та чорне анодування)
Оксидна плівка, що утворюється на алюмінії, має пористу структуру. Якщо подивитися на неї під потужним електронним мікроскопом, вона нагадуватиме бджолині стільники – мільйони мікроскопічних трубочок, що ростуть перпендикулярно до поверхні металу. Ця особливість відкриває безмежні можливості для дизайну.
Кольорове анодування алюмінію
Поки мікропори не закриті на фінальній стадії ущільнення, вони діють як губка, здатна ввібрати будь-який пігмент. Кольорове анодування алюмінію дозволяє надавати металу будь-яких відтінків – червоного, синього, золотого, зеленого, фіолетового.
Існує два основні способи фарбування:
- Адсорбційне (органічне) фарбування. Деталь опускають у ванну з органічним барвником. Пігмент проникає в пори, після чого вони запечатуються. Це дозволяє отримувати яскраві, насичені кольори, які так люблять виробники смартфонів, ліхтариків, велосипедних деталей та тюнінгу для автомобілів. Мінус методу – з часом під прямими сонячними променями органічні барвники можуть вицвітати.
- Електролітичне фарбування. Деталь поміщають у ванну із солями металів (наприклад, олова, нікелю або кобальту) і пропускають змінний струм. Частинки металу осідають на самому дні мікропор. Цей метод дає обмежену палітру (в основному відтінки від світлої бронзи до глибокого чорного), але такий колір абсолютно не схильний до впливу ультрафіолету. Він ніколи не вигорить на сонці, що робить його стандартом для архітектури.
Чорне анодування алюмінію
Це найбільш затребуваний вид декоративної та функціональної обробки.
З точки зору естетики, глибокий матовий або глянсовий чорний колір надає виробам преміального та строгого вигляду. Він масово використовується у виробництві корпусів аудіотехніки, радіаторів охолодження електроніки (чорний колір краще розсіює тепло), оптичних приладів, деталей фото- та відеокамер.
В оптиці та військовій промисловості чорне покриття відіграє критично важливу роль – воно повністю виключає світлові відблиски. Для отримання глибокого чорного кольору без паразитних відтінків потрібен найвищий контроль над параметрами струму та концентрацією барвника в порах перед їх запечатуванням.
Порівняльна характеристика видів анодування алюмінію
Щоб полегшити розуміння відмінностей між основними методами, ми підготували наочну таблицю.
Характеристика | Класичне (сірчанокислотне) | Тверде (холодне) | Хімічне оксидування |
Товщина покриття | 10 – 25 мкм | 30 – 100+ мкм | 1 – 5 мкм |
Температура ванни | +18°C … +22°C | -5°C … +5°C | +20°C … +100°C (залежить від складу) |
Використання струму | Так (постійний) | Так (постійний / імпульсний) | Ні |
Твердість (за Віккерсом) | 200 – 300 HV | 400 – 600 HV | Низька (не вимірюється) |
Електропровідність | Діелектрик | Діелектрик | Проводить струм |
Головна мета | Захист від корозії, декор | Екстремальний захист від зносу | База під фарбування, захист від вологи |
Вартість | Середня | Висока | Низька |





