
У промисловості, машинобудуванні та навіть у реставраційній справі захист металевих виробів від фізичного зносу та хімічної корозії відіграє фундаментальну роль. Якщо вас цікавить, що таке хромування, то з інженерної та технічної точки зору це процес електролітичного осадження тонкого шару хрому на поверхню іншої деталі. Ця процедура дозволяє не тільки надати виробу естетичного дзеркального блиску, але й багаторазово збільшити його поверхневу твердість, жароміцність та стійкість до агресивних зовнішніх середовищ.
З точки зору фізики та хімії, хромування це не просто декоративна процедура або фарбування. Це створення нової металевої «броні» на молекулярному рівні. Залежно від призначення деталі, цей процес може радикально змінювати фізико-механічні властивості основи. За своїм захисним принципом дану технологію цікаво порівняти з іншими методами обробки поверхонь. Наприклад, якщо вас цікавить захист легких сплавів, корисно вивчити анодування алюмінію, де захисна оксидна плівка формується з самого базового металу. У випадку ж із хромом, ми нарощуємо абсолютно новий, самостійний кристалічний шар поверх сталевої, мідної або латунної основи.
Содержание
Основні види хромованих покриттів
Залежно від того, для яких конкретних цілей виконується обробка, хромування металу традиційно поділяється на два основні напрямки. Глобальна різниця між ними полягає в товщині шару, що наноситься, режимах проведення електролізу, складі ванни та кінцевому результаті.
Декоративне покриття
Застосовується насамперед для поліпшення зовнішнього вигляду виробів та захисту їх від атмосферної корозії. Товщина фінішного шару тут мінімальна (зазвичай від 0,2 до 1,5 мікрометра). Особливість декоративної технології в тому, що хром практично ніколи не наносять прямо на сталь. Спочатку створюється підшар з міді (для вирівнювання поверхні) та нікелю (для основного захисту від корозії). І тільки зверху лягає найтонша плівка хрому, яка забезпечує глибокий дзеркальний блиск, знайомий нам по автомобільних бамперах ретро-машин, сантехниці або меблевій фурнітурі. Нікель захищає, а хром не дає нікелю тьмяніти й дряпатися.
Тверде (промислове) покриття
Тверде хромування деталей спрямоване виключно на поліпшення експлуатаційних і трибологічних (пов'язаних з тертям) характеристик. Товщина такого захисного панцира може досягати сотень мікрометрів (від 20 до 500 мкм і більше). Воно наноситься безпосередньо на основний метал, найчастіше на вуглецеву або леговану сталь, без проміжних мідних або нікелевих шарів. Твердий промисловий хром має особливу мікропористу або мікротріщинувату структуру. Ця сітка мікротріщин (невидима оку) є відмінним резервуаром для утримання мастила, що радикально знижує коефіцієнт тертя в рухомих вузлах.

Роль температурного режиму: чому для електролізу потрібен чіллер
Як фахівці компанії Термоком ВК, ми регулярно стикаємося з ситуацією, коли при проєктуванні гальванічних ліній недооцінюється важливість суворої терморегуляції. Справа в тому, що технологія хромування металу - це хімічний процес, що проходить з виділенням колосальної кількості теплової енергії. Відповідно до закону Джоуля-Ленца, струм величезної сили, проходячи через електричний опір розчину, неминуче і дуже швидко нагріває його.
Для твердого хромування зазвичай використовується вкрай агресивний електроліт - хромова кислота. Наведемо конкретні цифри з інженерної практики:
У ванні знаходиться розчин (CrO₃) з концентрацією 250–400 г/л. Для того щоб покриття виходило твердим, блискучим і мало правильну кристалічну решітку, робоча температура середовища у ванні повинна суворо підтримуватися в діапазоні 45–60 °C. При цьому на ванну подається струм колосальної сили, а типова потужність випрямляча становить від 20 до 1000 кВт (залежно від габаритів резервуара та площі деталей, що покриваються). Вся ця потужність переходить у теплову енергію електроліту.
Якщо розчин перегріється хоча б на кілька градусів понад норму, хром почне осаджуватися пухко, покриття втратить твердість, набуде матового сірого кольору або взагалі почне відшаровуватися від основи (знизиться адгезія). Щоб безперервно знімати ці надлишки тепла, в контур в обов'язковому порядку впроваджується промислове холодильне обладнання. Чіллер охолоджує проміжний холодоносій (воду або розчин гліколю) до розрахункової температури 15...30 °C. Цей холодний теплоносій циркулює через титанові або фторопластові змійовики всередині ванни (або через зовнішні сорочки теплообмінника), забираючи зайве тепло і стабілізуючи процес. Без грамотно розрахованого охолоджувача серійне та якісне виробництво деталей просто неможливе.
Технологія хромування деталей: покроковий алгоритм
Якісна технологія хромування вимагає від персоналу найсуворішого дотримання технологічного регламенту та чистоти. Навіть мікроскопічна жирова пляма на заготовці призведе до браку - відшарування металу. У класичному промисловому вигляді процес можна розділити на такі обов'язкові етапи:
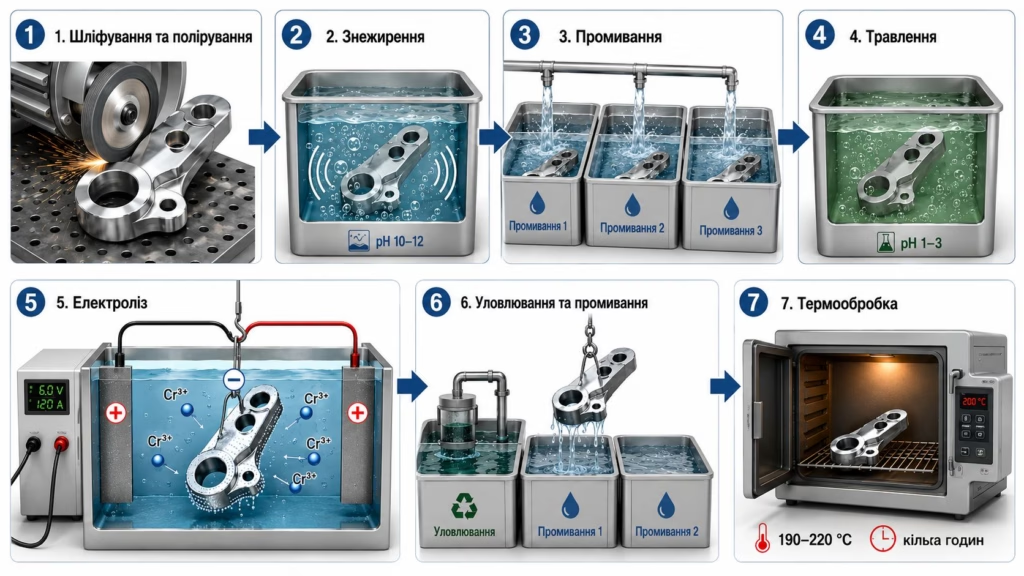
- Механічна підготовка основи. Поверхня деталі шліфується і полірується до потрібного класу шорсткості. Будь-яка подряпина на заготовці після покриття гальванічним методом стане тільки помітнішою.
- Знежирення. Здійснюється в гарячих лужних розчинах із застосуванням ультразвукових коливань або електрохімічного впливу для повного видалення залишків консерваційного мастила, МОР (мастильно-охолоджувальних рідин) і полірувальних паст.
- Каскадна промивка. Багатоступенева промивка деталей у проточній і демінералізованій воді.
- Декапірування (травлення). Легке розчинення верхнього мікрошару металу (зазвичай анодне). Це необхідно для зняття невидимих оксидних плівок і розкриття кристалічної решітки сталі, що гарантує ідеальну адгезію шару.
- Процес електролізу. Заготовка надійно закріплюється на струмопровідній підвісці і опускається у ванну, де виступає в ролі катода (мінуса). Свинцеві пластини (сплав із сурмою або оловом) виступають як анод. При подачі струму іони шестивалентного хрому з розчину прямують до деталі та кристалізуються на її поверхні.
- Уловлювання і фінішна промивка. Витягнута деталь промивається у ванні вловлювання, щоб повернути дорогий електроліт назад у робочий цикл, а потім проходить фінальне очищення.
- Зневоднювання (термообробка). Процес електролізу супроводжується рясним виділенням водню, який проникає в структуру високоміцних сталей, викликаючи водневу крихкість. Щоб позбавити деталь внутрішніх напружень, її поміщають у сушильні печі і витримують при температурі 190–220 °C протягом кількох годин.
Обладнання та матеріали для процесу
Для кращого розуміння того, в яких умовах протікає процес, інженери використовують технологічні карти. Нижче наведена базова таблиця, що демонструє ключові параметри для найбільш енергоємного процесу.
| Технологічний параметр | Значення та технічний опис |
| Середовище (електроліт) | Хромова кислота + сірчана кислота (як каталізатор) |
| Концентрація середовища | CrO₃ 250–400 г/л (залежно від типу ванни) |
| Оптимальна температура середовища | 45–60 °C (суворо контролюється автоматикою) |
| Температура холодоносія | 15...30 °C (подається від промислового чилера) |
| Типова потужність випрямляча | 20–1000 кВт (розраховується від площі деталей) |
| Щільність постійного струму | 30–60 А/дм² (у десятки разів вища, ніж при цинкуванні) |
| Матеріал анодів | Свинець, легований сурмою (до 7%) або оловом |
Сфери, де хромування деталей є незамінним
Унікальні фізичні властивості цього металу (висока твердість, хімічна інертність, низький коефіцієнт тертя, жароміцність) зробили його незамінним у десятках галузей важкої та легкої промисловості. Професійна обробка та хромування деталей затребувані там, де потрібна безкомпромісна надійність.
- Гідравліка та пневматика. Покриття штоків гідроциліндрів екскаваторів, кранів, пресів. Шар запобігає корозії на відкритому повітрі та мінімізує знос поліуретанових манжет за рахунок ідеальної гладкості.
- Автомобілебудування. Відновлення геометрії зношених колінчастих і розподільних валів, захист поршневих кілець, стрижнів клапанів ДВЗ.
- Екструзія та лиття. Прес-форми для лиття пластмас під тиском, фільєри для екструдерів. До хромованої поверхні не прилипає гарячий розплавлений пластик, а матриця служить у десятки разів довше.
- Авіакосмічна промисловість. Обробка стійок шасі, елементів гідросистем і роторів турбін, які працюють при колосальних навантаженнях і перепадах температур.
- Поліграфія та целюлозно-паперова галузь. Друкарські вали, каландри та сушильні циліндри покриваються товстим шаром твердого хрому для запобігання зносу від контакту з паперовим полотном і агресивними фарбами.
Важливо розуміти, що розглянута нами технологія має одну складну особливість: низьку розсіювальну здатність електроліту. Це означає, що на виступаючих краях і гострих кутах заготовки покриття буде наростати в рази швидше (утворюючи так звані дендрити), а в глибоких западинах і внутрішніх порожнинах струм може не проходити зовсім. Для вирішення цього інженерного завдання технологи конструюють спеціальні фігурні аноди, що повторюють геометрію виробу, і застосовують захисні струмонепровідні екрани.
Резюмуючи все вищесказане, можна з упевненістю стверджувати, що осадження хрому з розчинів кислот - це високотехнологічний, енерговитратний, але абсолютно необхідний для сучасного машинобудування процес. Він дарує металевим вузлам друге життя, надійно захищає від безжалісної корозії та багаторазово підвищує поріг механічного зносу.
Однак, жодна лінія гальваніки не пробачить недбалості. Ідеальний і прогнозований результат народжується тільки на стику точної хімії, ідеальної підготовки поверхні, стабільної подачі постійного струму та бездоганної підтримки теплового балансу. Грамотний інженерний підхід до проєктування, від вибору випрямляча до встановлення ефективної системи охолодження ванн, гарантує, що готовий виріб з легкістю пройде всі випробування і прослужить довгі роки в найважчих умовах експлуатації.





